The solution stood out for the incorporation of artificial intelligence (AI), which analyzed large volumes of data, identified patterns, predicted possible problems and recommended proactive measures.
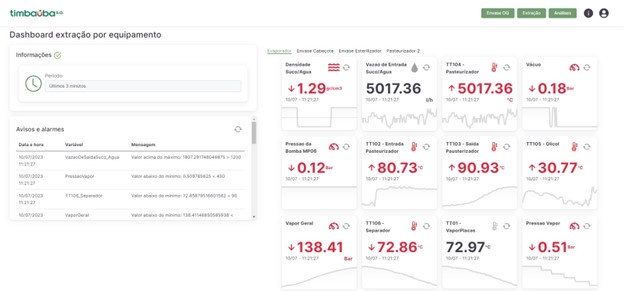
Important alarm notifications were delivered on the main dashboard, supporting the management team in their daily decisions. This approach not only improved production quality, but also optimized operational efficiency and significantly reduced equipment downtime, resulting in a more efficient and sustainable operation.